
MILK AND WHEY POWDER
Drying is a method of food preservation that inhibits the growth of micro-organism like for instance yeasts and mould through the removal of water. Drying is one of the oldest preservation processes available to the mankind, one that can be tracked since ancient times. According to Marco Polo’s accounts of his travels in Asia, Mongolians produced milk powder by drying milk in the sun.
Many different types of products are prepared by dehydration nowadays using dryers that are in operation in different industries like chemical, pharmaceutical, process and dairy. Food products that are dried range from fruit and meat to dairy products like milk and whey as well as various types of babyfood.
Lowering the water content can be achieved by different ways and means. When considering taking out water from a solid food one can consider transferring water from the solid to a liquid or to a gas. To achieve this, the industry offers a great variety of different types of dryers in which the selection is subject to the desired characteristics of the final product.
Drying of foods
Introduction
There are two main reasons for drying food:
- to prevent (or inhibit) the growth and activity of micro-organisms and hence preserve the food,
- to reduce the weight and bulk of food for cheaper transport and storage.
When carried out correctly, the nutritional quality, colour, flavour and texture of re-hydrated dried foods are only slightly less than fresh food. However, if drying is carried out incorrectly there is a greater loss of nutritional and eating qualities and, more seriously, a risk of microbial spoilage and possibly even food poisoning.
The principles of drying
Drying is a mass transfer process consisting of the removal of water or another solvent by evaporation from a solid, slurry or liquid. This process is often used as a final production step before selling or packaging products. A source of heat and a medium to remove the vapour produced by the process are often involved. In bio-products like food, grains, and pharmaceuticals, the solvent to be removed is almost invariably water.
Usually foods are dried using hot air to remove the water. For effective drying, the air should be hot, dry and moving. These factors are inter-related and it is important that each factor is correct (for example, cold moving air or hot, wet moving air, are both unsatisfactory). The dryness of air is referred to as the humidity - the lower the humidity, the dryer the air. There are two ways of expressing humidity; the most useful is a ratio of the water vapour in air to air which is fully saturated with water. This is known as the relative humidity (RH). Air that is completely dry has a RH of 0 % and air that is fully saturated with water vapour has a RH of 100 %.
Drying involves removing water from the food product into the surrounding air.
For effective drying, air should be hot, dry and moving. These factors are inter-related and it is important that each factor is correct:
- Air must be dry, so it can absorb the moisture from the product
- Heating the air around the product causes it to dry more quickly
- If the air is not moving across the food, it cannot get rid of the water vapour that it has collected. A fan or air blower is needed to keep the air circulating.
In summary – when food is dried, hot dry air comes into contact with the food. The hot air absorbs water from the food and is moved away from the food. New dry air takes its place and the process continues until the food has lost all its water.
Air that is not saturated with water (low RH air) has the capacity to pick up and hold more water until it becomes saturated. The principle of drying is that dry air comes into contact with food and absorbs some of the moisture from the food. This air then has to be blown away and be replaced with dry air so that the process of extracting moisture from the food can continue until the food is dry. If wet air (with a high RH) is used, i.e. in tropical climates where it is fairly humid, it quickly becomes saturated and cannot pick up further water vapour from the food. The drying process in the humid tropics therefore takes longer than in the semi-arid tropics.
The temperature of the air affects the humidity - higher temperatures reduce the humidity and allow the air to carry more water vapour. The relationship between temperature and RH is shown on a psychrometric chart (see Figure 17.1).
Note that there are two types of air temperature: the dry bulb and the wet bulb. Both these temperatures are used to assess the humidity of the air at a given temperature.
The dew point is the temperature at which air becomes saturated with moisture (100 % RH). Any further cooling from this point results in condensation of the water from the air. This is seen at night when air cools and water vapour forms as dew on the ground. Adiabatic cooling lines are the parallel straight lines sloping across the chart, which show how absolute humidity decreases as the air temperature increases.
When food is placed in a dryer, there is a short period during which time the surface heats up. This is followed by two distinct phases, the constant rate and the falling rate. In the constant rate period, water is removed from the surface of the food by evaporation. If the condition of the air (the temperature and relative humidity) within the dryer is constant, the water is evaporated at a constant rate. This is shown as the steep straight line on the graph (figure 17.2). As drying proceeds, water has to be removed from the inside of the food. This becomes more and more difficult as the water has to travel further through the food from the centre to the outside from where it is evaporated. The drying rate slows down, which is known as the falling rate period. On the graph this is seen as the shallower part of the curve. Eventually no more moisture can be removed from the food and it is said to be in equilibrium with the drying air (the final part of the curve where it flattens out).
During the falling rate period, the rate of drying is mainly controlled by the chemical composition and physical structure of the food. The temperature of the drying air is also important during this phase as hot air helps the moisture inside the food to move towards the surface.


The use of a psychrometric chart
A psychrometric chart is a graphical representation of the different characteristics of air that are important in terms of drying. The characteristics included on the chart are the temperature, absolute humidity, relative humidity (%) and air density. The chart has been developed to help with drying calculations and with the design of dryers. Nowadays software applications are available to calculate the characteristic of air. Figure 17.2 shows a simple version of a psychrometric chart.
The importance of particle size
The main factor that controls drying rate is the rate that moisture can move from the inside of a particle or piece of food to the surface. Therefore, the shorter the distance that moisture has to travel, the faster the drying rate. For this reason, wherever possible, products should be cut reduced to small pieces prior to drying. Reducing the size also increase the surface area of the food in relation to the volume of the pieces. This in turn increases the rate at which water can be evaporated from the food.
Case hardening is a process that happens to some foods during drying. It is characterised by the formation of a hard skin on the surface of the particles like dairy products which slows the rate of drying. During drying, moisture from within the food moves from the centre to the outside of the food, where it is evaporated. If a tough crust develops on the outside, it will be impossible for the moisture in the centre of the food to escape. Case hardening is caused by drying too quickly during the initial (constant rate) period and can be prevented by using cooler drying air at the start of the drying process.
Stability and storage of dried foods
To ensure safe storage the final moisture content of the food should be less than 20 % for fruits and meat, less than 10 % for vegetables, and 2.5-5 % for dairy products. The stability of a dried food during storage depends on its moisture content and the ease with which the food can pick up moisture from the air. Clearly the risk of moisture pick up is greater in regions of high humidity. However, different foods pick up moisture to different extents. For foods that readily pick up moisture it is necessary to package them in a moisture proof material.
Low moisture content is only an indication of food stability and not a guarantee. It is the availability of moisture for microbial growth that is more important and the term water activity (aw) is used to describe this. Water activity varies from 0 to 1. The lower the value the more difficult it is for micro-organisms to grow on a food.
Examples of moisture contents and aw values for selected foods and their packaging requirements are shown in Table 17.1.
Water activity (aw) values of food
| Substance | aw |
|---|---|
| Distilled water | 1.00 |
| Tap water | 0.99 |
| Raw meats | 0.99 |
| Milk | 0.97 |
| Juice | 0.97 |
| Salami | 0.87 |
| Cooked bacon | <0.85 |
| Saturated NaCl solution | 0.75 |
| Point at which cereal loses crunch | 0.65 |
| Dried fruit | 0.60 |
| Typical indoor air | 0.5 - 0.7 |
| Honey | 0.5 - 0.7 |
Methods of drying
There are many different methods for drying of foodstuff, each with their own advantages for particular applications; these include:
- Freeze drying
- Drum / roller drying
- Shelf dryers
- Spray drying
- Bed dryers
- Supercritical drying
- Dielectric drying
- Etc
A few of the drying methods are explained in the following paragraphs.
Freeze drying
Freeze drying or lyophilisation is a drying method where the solvent is frozen prior to drying and is then sublimed, i.e., converted to the gas phase directly from the solid phase, below the melting point of the solvent. It keeps biological properties of proteins, and retains vitamins and bioactive compounds. Pressure can be reduced by a high vacuum pump (though freeze drying at atmospheric pressure is possible in dry air).
If using a vacuum pump, the vapour produced by sublimation is removed from the system by converting it into ice in a condenser, operating at very low temperatures, outside the freeze drying chamber.
After the freeze-drying process is completed, the vacuum is usually broken by means of an inert gas such as nitrogen before the material is packed and sealed. Freeze-drying is not widely used for the production of milk powder because of the high energy demand.
Drum / Roller drying
Principle of a trough fed roller dryer

Drum or roller drying is a method used for drying of liquid products. In the drum-drying process, the material is dried at relatively low temperatures over rotating, high-capacity, steam heated drums that produce sheets of drum-dried product. The water in the concentrate evaporates, and the vapour is drawn off. This product is milled to a finished flake or powder form.
Depending on the desired capacity, the roller dryer is 1 – 6 m long and has a roller diameter of 0,6 – 3 m. Its performance is dependent on film thickness, roller surface temperature, roller speed and the dry matter content of the supplied product.
Modern drum drying techniques results in dried ingredients which reconstitute immediately and retain much of their original flavour, colour and nutritional value. The relatively high temperature of the heating surfaces may denature the proteins in milk resulting in deterioration of solubility and brown discolouration may occur. On the other hand, this intensive heat treatment increases the water-binding properties of the powder.
Some advantages of drum drying include the ability to dry viscous foods which cannot be easily dried with other methods. Other products where drum drying can be used are for example starches, breakfast cereals, and instant mashed potatoes to make them cold water soluble.
Spray drying
Spray drying Spray drying is the most commonly used industrial process for particle formation and drying and has proven to be the most suitable process for drying of dairy products like milk, whey and baby food products. Spray drying is very suitable for continuous production of thermally sensitive products from liquid feed stocks such as food and pharmaceuticals. The feed stocks can include solutions, emulsions and pumpable suspensions. The technology is ideal when the end-product must comply with defined quality standards. This regards particle size distribution, residual moisture content, bulk density and many other physical and functional properties.
Spray drying starts with the atomization of a liquid into a spray of droplets. These droplets are put in contact with hot air in a drying chamber. The sprays are produced by either rotary (wheel) or nozzle atomizers of different types. Alternatively, for some applications two-fluid or ultrasonic nozzles are used. Depending on the process needs, drop sizes from 10 to 500 µm can be achieved with the appropriate choices. The most common applications are in the 100 to 200 µm diameter range. Evaporation of moisture from the droplets and formation of dry particles continue under controlled temperature and airflow conditions. Powder is continuously discharged from the drying chamber and recovered from the exhaust gases using cyclones, bag filters or a combination of the two. In some occasions wet scrubbers are used.
In a spray dryer, water from the concentrate to be spray dried is evaporated from the surface of many small droplets (1 litre of concentrate is atomized to 1.2 x 1011 droplets with a diameter of 50 micron with a total surface of
120 m2.). The small droplets are formed by an atomizer, either a rotary wheel or a high pressure nozzle. The droplets are introduced into a hot air stream which due to the evaporation of the water from the concentrate is cooled down. This colder exhaust and humid air is discharged from the dryer into the atmosphere after separation of the dry particles. The dry particles are - after separation from the process air - further dried and cooled.
Application of milk powder
Dried milk can be used for various applications, such as:
- Recombination of milk and milk products
- In the bakery industry to increase the volume of bread and improve its water-binding capacity. The bread will then remain fresh for a longer period of time
- Substitute for eggs in bread and pastries
- Producing milk chocolate in the chocolate industry
- Producing sausages and various types of ready-cooked meals in the food industry and catering trade
- In baby foods
- Production of ice cream
- Animal feed, calf growth accelerator
Dried milk is a manufactured dairy product made by evaporating milk to a dry material. One purpose of drying milk is to preserve it; milk powder has a far longer shelf life than liquid milk and does not need to be refrigerated, due to its low moisture content. Another purpose is to reduce its bulk for economy of transportation. Powdered milk and dairy products include such items as dry whole milk, non-fat dry milk, dry buttermilk, dry whey products and dry dairy blends. Many dairy products exported conform to standards laid out in Codex Alimentarius.
Each field of application makes its own specific demands of milk powder. If the powder is to be mixed with water for direct consumption (recombination), it must be readily soluble and have the correct taste and nutritive value. For this application, the product has to be dried very carefully in a spray dryer. Some degree of caramelisation of the lactose is beneficial in chocolate production. Here, the powder can be subjected to intensive heat treatment in a roller dryer.
Typical properties of spray-dried milk powder
| Product | Whole milk powder | Skim milk powder | |
|---|---|---|---|
| Solubility | ml | 0.1 - 0.5 | 0.1 - 0.5 |
| Scorched particles. ADPI | Dics | A | A |
| Residual moisture, max | % | 3.3 | 4.0 |
| Bulk density, tapped | g/ml | 0.55 - 0.60 | 0.65 - 0.75 |
Non fat dry milk and Skimmed milk powder
Non-fat dry milk and skimmed milk powder are very similar. Both are obtained by removing water from pasteurized skim milk. Both contain 5 % or less moisture (by weight) and 1.5 % or less milk fat (by weight). The difference is that skimmed milk powder has a minimum milk protein content of 34 %, whereas non-fat dry milk has no standardized protein level.
Non-fat dry milk and skimmed milk powder are classified for use as ingredients according to the heat treatment used in their manufacture. There are three main classifications: high-heat (least soluble), medium-heat, and low-heat (most soluble). Non-fat dry milk and skimmed milk powders are available in roller-dried and spray-dried form, the latter being the most common.
Spray-dried non-fat dry milk and skimmed milk powders are available in two forms: ordinary or non-agglomerated (non-instant) and agglomerated (instant).
Depending on the intensity of the heat treatment, milk powder is classified into categories related to the temperature/time combinations to which the skim milk has been exposed prior to and during evaporation and drying. Heat treatment denatures whey proteins, the percentage denaturated increasing with the intensity of the heat treatment. The degree of denaturation is normally expressed by the Whey Protein Nitrogen Index (WPNI), i.e. in milligrams of undenatured whey protein nitrogen per gram of powder. Information about the various categories of spray dried skim milk powder is summarised in Table 17.3.
Categories of spray-dried skim milk powder.
| Category | Temp/time mg/g | WPNI |
|---|---|---|
| Extra low-heat | <70 °C | *) |
| Low-heat (LH) powder | 70 °C/15 s | > 6,0 |
| Medium-heat (MH) powder | 85 °C/20 s | 5 – 6,0 |
| ” | 90 °C/30 s | 4 – 5,0 |
| ” | 95 °C/30 s | 3 – 4,0 |
| Medium high-heat (HH) | 124 °C/30 s | 1,5 – 2,0 |
| High-heat (HH) | appr. 135 °C/30 s | <1,4 |
| High-heat high stable (HHHS) (from selected milk) | appr. 135 °C/30 s | <1,4 |
| *) Not measurable | ||
| Table by Sanderson N.Z., J. Dairy Technology, 2, 35 (1967) |
Whole milk powder
Whole milk powder is usually obtained by removing water from pasteurized, homogenized whole milk. It may also be obtained by blending fluid, condensed or skimmed milk powder with liquid or dry cream or with fluid, condensed or dry milk. After standardization of the fat content, the milk need not be homogenized, provided that it is thoroughly agitated, without air inclusion. Homogenization is normally carried out between evaporation and spray drying.
Whole milk powder must contain between 26 % and 40 % milk-fat (by weight) on an “as is'' basis and not more than 5.0 % moisture (by weight) on a milk-solids-not-fat (MSNF) basis. By removing moisture to the greatest extent possible, microbial growth is prevented.
Milk intended for whole milk powder is pasteurized at 80 - 85°C in order to inactivate most of the lipolytic enzymes that would otherwise degrade the milk fat during storage.
Whole milk powders are available in roller-dried and spray-dried form, the latter being the most common. Vitamin and mineral fortification is also an option.
Typical Applications: For bakery, confectionery, dairy, prepared mixes, sauces, and soups as:
- An economical source of dairy solids, including milk-fat
- A convenient form of nutritious milk that doesn't require refrigeration, and is easily reconstituted
- An easily transported and stored dairy ingredient
Special methods for the production of both skim milk and whole milk powder with extremely good wettability and solubility – known as instant powder – are also available. This powder is agglomerated into larger particles. A number of particles are combined to form a larger grain (agglomerate). The average grain size of the product increases. This instant powder, as it is known, dissolves instantly, even in cold water.
Whey powder
Whey ingredients have a relatively short history. Just a generation ago, the whey that was produced during the cheese making process was considered a waste product. Today, it is regarded as a valuable co-product of cheese making.
Whey is refined at the plant into a valuable ingredient with many uses in foods, beverages and animal feed. Advances in technology and investments in research and development have enabled the whey industry to expand its product line from basic commodities to a variety of higher valued products, including whey protein concentrates, isolates and fractions. The industry continues to innovate, while at the same time focusing on finding new uses and new markets for these value-added ingredients.
Whey products improve texture, enhance flavour and colour, emulsify and stabilize, improve flow properties and dispersability in dry mixes, help extend shelf-life, and exhibit a range of other properties that increase food product quality.
Whey can be refined in a variety of different products, such as:
- Sweet Whey Powder
- Reduced Lactose Whey
- Demineralised Whey
- WPC 34
- WPC 80
- WPI
- Permeate
- Milk Minerals
- Other Whey Protein Derivatives
Sweet whey powder is obtained by drying fresh whey (derived during the manufacture of cheeses such as hard, cheese, cheddar, mozzarella and Swiss) that has been pasteurized and to which nothing has been added as a preservative. Sweet whey powder contains all the constituents of fresh whey, except moisture, in the same relative proportion.
Typical composition milk powder
| SMP / NFDM | WMP | WP | |
|---|---|---|---|
| Protein | 34.0 % - 37.0 % | 24.5 % - 27.0 % | 11.0 % - 14.5 % |
| Lactose | 49.5 % - 52.0 % | 36.0 % - 38.5 % | 63.0 % - 75.0 % |
| Fat | 0.6 % - 1.5 % | 26.0 % – 40.0 % | 1.0 % - 1.5 % |
| Ash | 8.2 % - 8.6 % | 5.5 % - 6.5 % | 8.2 % - 8.8 % |
| Moisture | 3.0 % - 4.0 % | 2.0 % - 4.5 % | 3.5 % - 5.0 % |
Spray drying
Introduction
Spray drying is an attractive way to preserve valuable nutritional ingredients, although spray drying is expensive because of high energy consumption and the large sizes of the spray drier unit and the drier building. To keep energy costs at a minimum, solids in liquids to be dried are first maximized by water removal through reversed filtration and/or evaporation. These ways of water removal require about 10 to 15 % of the energy used for spray drying.
Spray dried products have different compositions, different applications and therefore have different properties and functionalities. This requires flexible spray driers in order to respond to the wide variety of demands. Spray drying is usually the last stage of the manufacturing process and end products serve the market in many ways. No wonder that the spray drier is the key process unit operation in manufacturing plants where spray drying is practised.
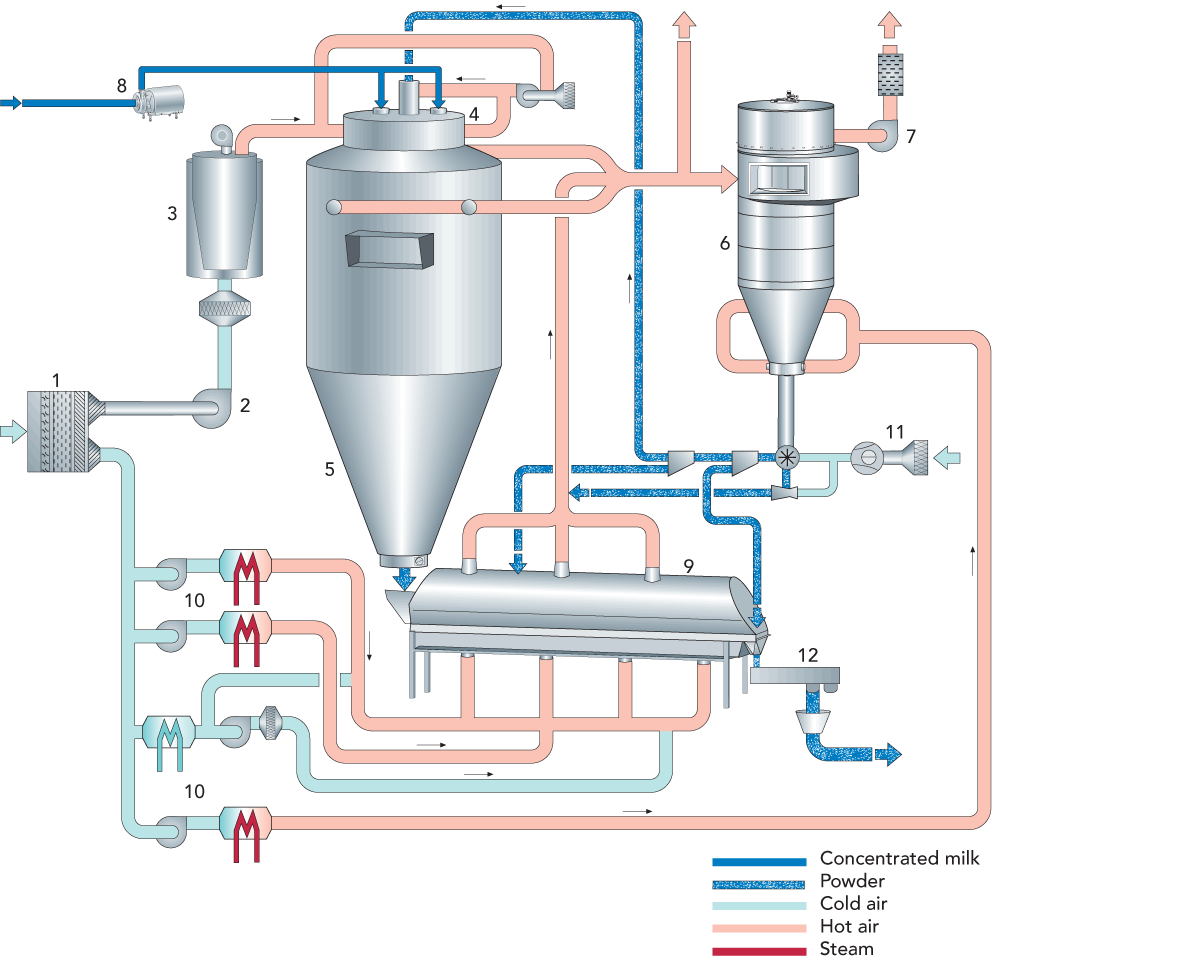
Operating principle of spray drying
Powder production is carried out in two phases. In the first phase, the pre-treated milk is evaporated to a dry matter content of typically 48 – 52 %. Whey is concentrated to a dry matter content of 58 – 62 %. In the second phase, the concentrate is turned into powder in a spray dryer. Likewise, drying is also a multiple-stage process:
- Atomisation of the concentrate into very fine droplets in a hot air stream
- Water evaporation / drying
- Separation of the powder from the drying air
Evaporation is necessary to produce high-quality powder. Without prior concentration, the powder particles will be very small and have high air content, poor wettability and a short shelf life. The process would then also be extremely uneconomical. Falling-film tubular evaporators are generally used for concentration, which is carried out in one or more effects. See Chapter 6.5.
Depending on the type of product dried, either single or multi stage drying can be applied. In case of single stage drying, the final product moisture content is reached in the drying chamber. For multi stage drying, further water removal takes place in downstream fluidising beds.
- Water removal in most cases gives an enormous reduction in volume and weight. Spray drying is a major step in these reductions and in addition it saves also packaging material. All these factors generate large savings in energy which can justifiably be deducted from the energy consumption required for spray drying.
- Spray drying preserves foods and other perishable ingredients because the water activity of the dried material is well below the level where bacteria, moulds and yeasts are able to multiply. Therefore drying allows storing perishable materials for extended periods of time.
- Spray drying is a relatively temperature mild process. This means that damage of heat sensitive constituents is minimal.
- In the liquid state, before drying, products can be given well defined heat treatments to create dedicated functionalities and to destroy micro-organisms.
- Spray driers in many cases not only evaporate water. During spray drying, products can be given dedicated functionalities through agglomeration, incorporation of dry ingredients and the product can be coated with hydrophilic agents to create in the end product instant properties.
- Many spray dried products serve as constituents in dry mixtures or as filling agents in tablets (lactose, starches, malto dextrins)
Atomisation
The main objective of atomising concentrate is to provide a very large surface from which the evaporation of water can take place. The more finely the product is atomised, the larger their specific area will be and the more effective and efficient the drying process. One litre of milk in a spherical shape has a surface area of about 0.05 m2. If this quantity of milk is atomised in the spray dryer, each of the small droplets will have a surface area of 0.05–0.15mm2, i.e. atomising increases the specific area by a factor of about 700.
The type of atomisation depends on the product, the desired particle size and the properties required of the dried product. These may include texture, particle size, bulk density, solubility, wettability and density.
The two most common atomisation systems are:
- High pressure atomisation
- Rotary disc atomisation
There is an important functional differentiate between nozzle and centrifugal atomisation. A stationary nozzle which sprays the milk in the same direction as the flow of air and centrifugal disc for atomisation are shown in Figure 17.4.
The pressure at the nozzle determines the particle size. At high pressures, up to 30 MPa, (300 bar), the powder will be very fine and has a high density. At low pressures, 5 – 20 MPa, (50 – 200 bar), larger particles will be formed and the fines content will be lower. The pressure is built up by means of multi-plunger high-pressure pumps. These are mostly homogenizers, which are needed for many products and can also operate as high-pressure pumps with "by-passed" homogenization devices. The centrifugal atomiser consists of an electric drive which rotates a disc with a number of horizontal passages. The product is fed into the middle of the disc and forced through the passages at high speed by centrifugal force.
The discs rotate at speeds of 5 000 to 25 000 rpm depending on their diameter. Peripheral speeds of between 100 – 200 m/s are achieved.
The flow of product is atomised into very fine droplets upon its exit from the passage due to the high speed. The size of the droplets – and thus also the particle size of the powder – can be influenced directly by changing the atomiser speed. A centrifugal pump is normally sufficient to feed this type of atomiser. Essentially, a larger particle size can be achieved by means of nozzle atomisation, 150–300 µm as compared to 40–150 µm with centrifugal atomisation. However, centrifugal atomisation is straightforward to operate and not sensitive to variations in product viscosity and quantity supplied.
High pressure and centrifugal disc atomisation

Drying
As soon as the atomized concentrate comes into contact with the hot air, water evaporates instantaneously and powder particles are formed. By locating the atomizer or HP nozzles in the outlet opening of the air disperser or so called venturis a close contact exists between atomised product and drying air (initial drying).
The fine atomised droplets will, due to the close contact with the drying air, evaporate immediately, resulting in a temperature drop to an outlet temperature of approximately 70-75 °C for whole milk and approximately 80-85 °C for skim milk. The outlet temperature depends on the type of product dried. As there is a relation between the moisture content of the powder and the relative humidity of the drying air, the concentrate supply to the atomization system is controlled by means of the temperature of the air leaving the drying chamber.
During the drying process the powder settles in the drying chamber and the bigger particles are discharged at the bottom by gravity. The finer powder particles, the so-called fines, will leave the drying chamber together with the drying air at the outlets. These finer particles are separated from the drying air in a cyclone or a bag filter or a combination of both.
Depending on the type of product dried, either single or multi stage drying can be applied. In case of single stage drying, the final product moisture content is reached in the drying chamber. For multi stage drying, further water removal and cooling takes place in fluid beds.
Powder separation
The exhaust air from the drying chamber is discharged through the chamber outlets and the powder present in the exhaust air is separated in cyclones or bag filter(s) or a combination of both. The separated powder will be released from the air stream within the cyclone or bag filter and deposited fines will be returned to the systems convey line through a rotary valve underneath the cyclone or bag filter. The powder will then be returned to the fluid bed or chamber depending on the required product functional properties.
Single-stage drying
The simplest installation for producing a powder consists of a drying chamber with an atomisation system, the air heater, a system for collecting the finished powder from the dry air and a fan which transports the necessary amount of air through the entire system.
An installation of this type is known as a single-stage dryer as the entire drying process takes place in a single unit, the drying chamber. A powder with a small particle size and high fines content is the result.
Figure 17.5 shows the arrangement of a single-stage spray drying plant.
Single stage dryer

Weight, volume and diameter decrease of droplet under ideal drying conditions down to 4 % H2O.

The concentrate is fed via a high-pressure pump (4) to an atomisation system (5) integrated centrically in the roof of the chamber. This system produces very small droplets of Ø40–125 µm. The drying air is normally blown through a pre-filter and fine-filter and then passes a steam or gas heated air heater. New installations are mostly provided with an indirect air heater which can be operated by means of a combined fuel burner for natural gas. An indirect heat recovery system can be provided to improve energy economy. Residual heat from the outgoing air and the flue gas from the heater can be used to pre-heat the incoming air. Depending on the product, the incoming air is heated to a temperature of 160 – 230 °C. The hot air flows through a distributor which ensures that the air is travelling at a uniform speed into the drying chamber, where it is mixed with the atomised product in the straight flow.
The free water evaporates immediately when the atomised product enters the drying chamber. Surface water evaporates very quickly, as does the moisture from the inside of the droplets which quickly reach the surface by capillary action. Then heat is transferred into the particles by convection. This results in the evaporation of bound water, diffusing it onto the surface of the particles.
Because the heat content of the hot air is continuously consumed by evaporation of the water, the product heats up to a maximum temperature of only 15-20 °C less than the temperature of the air when it exits the drying chamber; under normal conditions 60-80 °C. The evaporation of the water from the droplets leads to a considerable reduction in weight, volume and diameter. Under ideal drying conditions, weight will decrease by about 50 % and the volume by about 40 %. The diameter is reduced to 75 % of the droplet size after leaving the atomiser, Figure 17.6. During the drying process, the powder settles in the bottom cone of the chamber and is discharged from the system. It is conveyed to a silo or packing station by a pneumatic conveyor which uses cold air to cool the hot powder. The powder is then separated from the transport air by means of a cyclone. Small, light particles may be sucked out of the drying chamber, mixed in with the air. This powder is separated in one or more cyclones and fed to the main flow of powder.
Multi-stage drying
The constant demand for improved product quality (flowability, dispersability, lower dust content), improved product handling, better thermal and operational efficiency and environmental sustainability has instigated the need for further treatment of powder after discharge from the drying chamber. This has prompted the development of two and three-stage drying systems (multi-stage concepts), which is described in Fig. 17.7.
To enable multi-stage drying the one-stage drying system is extended by means of one or more fluid bed dryers. The attached fluidbed can be a static / well-mix type bed or a vibrating / shaking type (plug-flow) bed or a combination of the two, the latter often called three-stage drying.
Powder leaves the drying chamber with higher residual moisture and is further dried in the fluid bed(s) in which drying ends at relatively low temperatures and in which the powder may also be cooled. In terms of energy, this installation is better than a single-stage dryer and enables to work with considerably lower air exit temperatures. The quality of the powder can be improved by separation of the fine powder in the fluid bed.
The static bed design is suitable for products that are directly fluidisable on leaving the drying chamber. The vibrating or shaking bed design is suitable for products that are more difficult to fluidise due to their wide particle distribution, fine particle size and irregular shape.
Two-stage drying in the fluid bed dryer ensures that the desired residual moisture is achieved and that the powder is cooled. Final drying in the integrated fluid bed dryer ensures that the desired residual moisture is achieved. The installations can be operated with both nozzle and centrifugal atomisers.
The products consist mainly of individual particles but have slightly lower fines content. The solubility index and content of air included are smaller in the case of powders dried using the two-stage method on account of the lower thermal impact overall, although the bulk density is higher. The biggest advantage over single-stage drying is the improved efficiency achieved by increasing the temperature difference between supply air and outgoing air. The energy required for drying is about 10–15 % lower than in the single-stage process. Table 17.5 shows a comparison between single-stage and two-stage drying systems.
Multi stage dryer
Comparison of one-stage and two-stage drying systems.
| Drying system Inlet temp. 200 °C | One-stage Inlet temp. 200 °C | Two-stage Inlet temp. 230 °C | |
|---|---|---|---|
| Spray dryer (First stage) | |||
| Evaporation in chamber, kg/h | 1 150 | 1 400 | 1 720 |
| Powder from chamber: | |||
| 6,0 % moisture, kg/h | – | 1 460 | 1 790 |
| 3,5 % moisture, kg/h | 1 140 | – | – |
| Energy consumption, | |||
| spray drying total, Mcal | 1 818 | 1 823 | 2 120 |
| Energy/kg powder, kcal | 1 595 | 1 250 | 1 184 |
| Fluid Bed (Second Stage) | |||
| Drying air, kg/h | – | 3 430 | 4 290 |
| Inlet air temperature, °C | – | 100 | 100 |
| Evaporation in fluid bed, kg/h | – | 40 | 45 |
| Powder from fluid bed | |||
| 3,5 % moisture, kg/h | – | 1 420 | 1 745 |
| Energy consumption, kW | – | 20 | 22 |
| Energy consumption, | |||
| total in fluid bed, Mcal | – | 95 | 115 |
| Total plant | |||
| Energy consump. total, Mcal | 1 818 | 1 918 | 2 235 |
| Energy/kg powder total, kcal | 1 595 | 1 350 | 1 280 |
| Energy relation | 100 | 85 | 80 |
| Basis: Same drying chamber size with inlet air flow = 31 500 kg/h. Product: skim milk, 48 % solids in concentrate. | |||
| Source: Evaporation, Membrane Filtration, Spray Drying - North European Dairy Journal, 1985 Copenhagen, Denmark. ISBN No. 87-7477-000-4. |
Spray drying equipment / components
Drying chamber
The industry offers a wide range of drying chamber designs. The most common one seen for the production of dairy powder is the cylindrical chamber with a cone. A cone angle of 40-50 ° facilitates the discharge of powder at the bottom outlet of the chamber:
The two types of drying chambers that are mostly used are:
- Wide Body dryer
- Tall Form Bustle dryer
The air discharge from the Wide Body drying chamber occurs at the top of the chamber. Due to the reversing of the airflow in the chamber the coarse particles are separated from the air by gravity and discharged into the fluidbed. The smaller particles (fines) are entrained in the up-going air stream and leave the drying chamber at the top. See figure 17.8.
The air discharge from the Tall Form drying chamber occurs at the top of the conical section, at the Bustle. The air in the cylindrical section travels plug flow and reverses in de conical section. Due to the reversing of the airflow, the coarse particles are separated from the air by gravity and discharged into the fluidbed. The smaller particles (fines) are entrained in air stream and leave the drying chamber at the Bustle (figure 17.9).
The conical and cylindrical parts of the chamber are provided with automatic operating hammers to prevent the product from sticking to the surface.
The (under) pressure in the drying chamber is controlled by a pressure indicator controller (PIC), controlling the speed of the main exhaust fan(s). To protect the drying chamber from too low pressure, a pressure switch is installed. In case the vacuum in the drying chamber exceeds a certain set-point, an emergency stop is initiated and the main inlet and exhaust fans are stopped


Air supply and air distribution system
Ambient air required for the drying process passes through an arrangement of components such as a louver, winter coil, set of pre filters and a silencer before it is distributed to the main and secondary air process systems.
The main air supply fan blows pre-filtered drying air, required for the main drying process, via the final filter, the air heater and the air distributor into the drying chamber.
The primary drying air can be heated by the following heating systems:
- Steam heater
- Indirect gas heater
- Direct gas heater
- Thermal oil heater
- Electrical heater
The drying air is heated to a temperature between 160 and 230°C, depending on the available heating medium and type of product dried and is blown into the dryer chamber through the air distributor which ensures an optimal distribution of drying air into the drying chamber.
Depending on the ambient conditions, the water content of the drying air may be so high that it is unable to absorb much more moisture, particularly in the case of final drying at low temperatures in the integrated and external fluid bed. At this point, dehumidification of the air is necessary. This can be carried out by cooling the air flow to below dew point by means of chilled water. The water condenses and is separated from the air flow via a mist collector. The air is then heated up to the desired temperature again. This also applies in particular to product cooling air. A more advanced technique to remove water from the air is dehumidification by means of adsorption of moisture with Silica Gel or other moisture absorbing media.
Feed system
The feed system of a spray dryer generally comprises off:
- Feed tanks
- Concentrate feed pump
- pre-heating system
- Filter
- Homogenizer
- High pressure pump or Rotary atomiser
- High pressure feed line with high pressure valves and lances
Concentrate from the evaporator, crystallizers or other concentrate storage is usually collected in the feed tank to ensure constant feed solids to the drier. Only one concentrate tank will be used at any time while the other one is in CIP or in standby mode. Concentrate from the concentrate tank(s) will be pumped to the high pressure pump(s) or rotary atomizer respectively utilising a centrifugal or positive pump. Usually concentrate feed tanks are switched every 4 to 10 hours
Depending on the type of product, concentrate can be heated in a shell and tube or plate heat exchanger from 55 °C up to 65–80 °C to provide viscosity adjustment prior atomisation. The shell and tube concentrate heaters are operating under vacuum to avoid high temperature differentials hence product burn-on and product degradation. A vacuum system is provided for removal of non-condensable. After heating, the concentrate is filtered (250µm) to remove any objectionable or foreign matter before atomisation.
Atomisation system
Pre-heated concentrate can be either atomised by means of multiple high pressure nozzles or a rotary disc atomiser.
The basic function of pressure nozzles is to convert the pressure energy supplied by the high pressure pump into kinetic energy in from of a thin film. The high pressure concentrate line feeds the high pressure nozzle supply system, which consists of multiple high pressure valves. These valves supply concentrate to the lances that are located in the drier air distributor.
In rotary disc atomisers the liquid is continuously accelerated to the wheel circumference by centrifugal force, produced by the rotation of the wheel. The liquid is distributed centrally and extends over the wheel surface in a thin sheet, discharged at high speed at the periphery of the wheel. The degree of atomisation depends on the peripheral speed, properties of the liquid and feed.
Nozzle atomiser design

Powder separation system
The classic system for the separation of powder and drying air is a cyclone or an arrangement of a number of cyclones in series or in parallel. The residual fines content in the outgoing air is very high, 100 – 200 mg/Nm3. Introducing bag filters allow the residual fines content to be lowered to less than 10 mg/Nm3. The filter bags are dedusted by means of regular pulses of compressed air. The residual fines accumulated in the filter can either be recovered and returned to the process or treated as waste as far as babyfood and babyfood ingredients concerns. The use of washable filters, which are linked to the CIP system, are the current state of the art. Regular cleaning ensures that the residual fines are not contaminated and remain suitable as food, which leads to an increase in yield and thus a reduction in powder manufacturing costs. Most dairy powders can be produced without cyclones if the surface area of the filter is dimensioned appropriately.
Fluidbed drying and cooling
Powder from the chamber is further dried and cooled in a fluidbed arrangement. The system used, depends on the type of product.
Fluid beds are used for single and multi stage drying of agglomerated and non agglomerated products. Fluid beds allow gentle after drying and cooling of delicate products.
The well mixed bed (static or shaking) will achieve superior mixing of particles giving the powder a uniform temperature and moisture profile, equal to that of the outlet product flow. The homogeneous composition allows high air velocity, causing high turbulence through which feedstock is rapidly dispersed in the fluid bed thus preventing lump formation at this critical stage of the process.
Further drying and cooling of the powder is achieved in the plug flow sections after the well mix or static bed for accurate control of moisture and temperature levels as required. The vibrating or shaking motion of the fluid bed improves the air/solids contact, resulting in improved product mixing and higher thermal efficiency.
The powder present in the exhaust air from the fluid beds will be separated in a cyclone or bag filter. The separated powder will be released from the air stream within the cyclone or bag filter and deposited fines will be returned to the systems convey line through a rotary valve underneath the cyclone or bag filter. The powder will then be returned to the fluid bed or chamber.
The drying and cooling air for the static or shaking beds is supplied by means of air handling units. The AHU's for the drying section consist of a fan, static filter(s) and a steam air heater for the required air temperature.
The AHU's for the cooling/conditioning sections consist of a fan, static filter(s), an air cooler and a steam air heater. The air cooler provides conditioned air with a low relative humidity, preventing the powder to absorb moist from the air during cooling.
Fire and explosion protection
The powder mixture in the drying chamber are often combustible which may lead to fires resulting from smoulder spots. Fires can be extinguished by installing fire extinguishing nozzles in the chamber roof, the fluid beds and the bag filter. Carbon oxide (CO) detectors or photoelectric cells are used to detect smoulder spots in an early stage way before they initiate a fire or explosion. Destruction and thus long-term loss of plant function can be avoided by installing pressure relief apertures or rupture discs which keep the pressure on the wall of the chamber low in the event of explosions. Ducts and filters can be protected by extinguishing barriers which are triggered by means of pressure detectors. These include fire extinguishers pre-filled to about 50 bar and mounted permanently at strategically important locations and filled with inert powder (sodium-bi-carbonate). In the event of an explosion, a detonator blows up the partition disc between the extinguishing container and the dryer. The extinguishing powder is blown into the plant instantaneously and brings the area where it was blown in into a non-flammable state by changing the powder to air ratio. The explosion front thereby stops from spreading. Depending on the product, plant safety must be prioritised as early as the planning stage. Relevant regulations are available to plant constructors.
Agglomeration
Agglomeration practice
The term agglomeration generally describes the forming of larger bodies from a number of smaller particles which are essential for easy reconstitution in water. Agglomeration processes are finding their application in a variety of area’s including pharmaceutical, food, fertiliser, and ceramic industries. Some process terms, under the general heading of agglomeration, include among others: tabletting, palletising, extrusion, prilling, granulation, sintering. Primarily agglomeration processes are mainly based upon particle enlargement caused by collision of wet particles, wet and dry particles, and spray droplets and dry particles. All these mechanisms have in common that agglomeration is based on the forming of liquid bridges between particles or viscous layers around particles. These types of agglomeration are carried out in spray dryers, rewet agglomerators and fluid granulators.
- Agglomeration is an essential step in making instant products. Non agglomerated powders generally have a poor wettability. This property severely limits their use in normal household conditions. Agglomeration changes the porosity of the powders, accelerating the penetration of water into the granules.
- Agglomeration is applied to improve the flowability and make powders less dusty or even dust free. Such products are better to handle in further processing.
- Agglomeration is often an essential step prior to tabletting. It makes the product free flowing and prevents segregation of components in cases where the final product is a mixture of various ingredients.
- Agglomeration changes the appearance of products and so can make products more attractive. From a marketing point of view this might be an important issue.
- Agglomeration changes the bulk density of the product. This can also be important from a marketing point of view, for instance, to make the headspace in containers smaller.
- Caking can be a major problem for a number of products. For example whey powder, whey permeate, and delactosed whey powder. Agglomeration decreases the number of surface contacts between particles resulting in reduced cakiness.
Agglomeration in the drying chamber
During the spray drying process it is the aim to produce small particles. The reconstitution of powder consisting of small particles is however difficult and requires intensive mixing in order to disperse the powder, before it is completely dissolved. Bigger particles exhibit a better dispersion. By agglomeration both good dispersion and a complete solution are obtained.
Often the base material is a liquid containing high solids that is to be spray dried. Wet spray droplets can also be used for agglomeration. This process is termed straight through agglomeration and is carried out in spray dryers. The main objective for agglomeration is usually to create instant properties. To manufacture such products, agglomeration must be uniform and controlled to produce a product that is easy to disperse.
Straight through agglomeration is generally conducted in the atomisation zone where spray droplets are still wet and therefore able to coalesce.
In practise not all atomised particles are agglomerated and these so-called fines leave the dryer with the outlet air. The fines are collected after separation from the air in the cyclones and/or bag-filter and recycled to the atomisation zone to be agglomerated with droplets.
The agglomeration is therefore a combination of:
- collisions between moist spray droplets
- collisions of dry and fine particles with moist spray droplets.
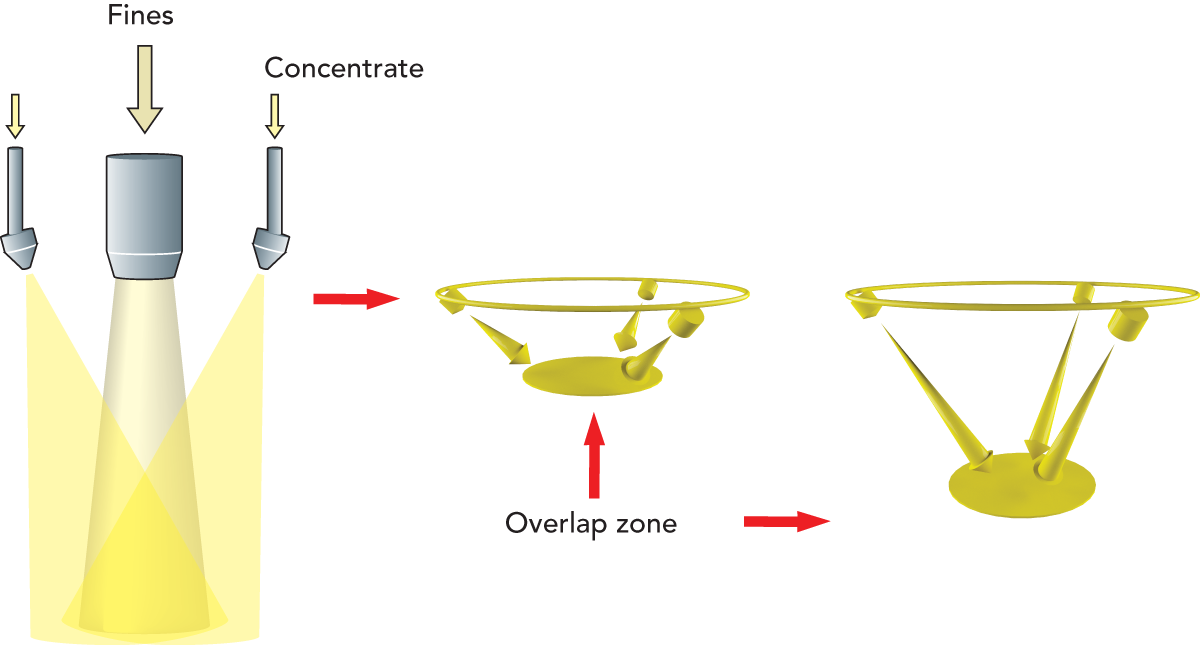
Collisions between spray droplets can be made possible by intersecting of individual sprays. This is termed inter-spray agglomeration. Within individual spray jets collision between particles also occurs and is termed inner-spray agglomeration. The recirculation of fine dry particles to the atomisation area is a vital element in the agglomeration process as in many cases without fines recycle agglomerates formed are too small. The successful straight through agglomeration process therefore is the combination of inter-spray agglomeration and fines recirculation.
In most cases the agglomeration process is performed with a multiple spray nozzle set where the individual sprays intersect. In the intersection, or overlap zone, contact is made with fine and dry particles. The spray lances have an angle at the tip and in addition they can be adjusted inwards and outwards. The angled lance tip makes the intersection of sprays possible and the tilting of the lances allows varying the distance of the drying trajectory to the intersection area. The length of this drying trajectory determines the humidity of the spray droplet in the overlap area, and so the nature of the agglomeration can be controlled.
Inter-spray agglomeration

Fluidbed agglomeration
To obtain the correct porosity, the particles must first be dried so that most of the water in the capillaries and pores is replaced by air. The particles are then humidified so that the surfaces of the particles swell quickly, closing the capillaries. The surfaces of the particles will then become sticky and the particles will adhere to form agglomerates. One efficient method of instantiations is re-humidifying agglomeration in a fluid bed as shown in Figure 17.11. The fluid bed is connected to the discharge opening of the drying chamber and consists of a casing with a perforated bottom. Air at a suitable temperature is blown in through the floor at a velocity which is sufficient to suspend the powder and fluidise it.
The casing is mounted in a spring bearing and can be vibrated by a motor. The holes in the bottom plate are shaped as nozzles in the product flow direction and the product is fed in the direction of the outflow. The vibration supports fluidisation and conveys the powder. Weirs between the individual sections and at the outlet determine the height of the fluidised powder layer, and the length of the fluid bed determines the residence time. The powder is conveyed from the spray tower into the first section, where it is humidified by steam. An air flow and vibrations convey the powder through the individual drying sections, where hot air at decreasing temperatures is fed through the powder bed. Agglomeration takes place in the first stage of drying when the moistened particles adhere to each other to form agglomerates. The water is evaporated from the agglomerates during their passage through the drying sections. The powder is then cooled and leaves the fluid bed with the desired residual moisture. Large grains and fine grains are screened.
The screened and instantised powder is then conveyed to filling by a gentle transport system. The outgoing air from the fluid bed, containing a certain amount of fine powder, is blown to the cyclone or filter of the main air system of the drying plant.
Fluid bed for instantising milk powder.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Energy economy of spray drying
For the spray drying process thermal energy is indispensible to obtain a product that is commercially dry but also meets functional requirements. Spray drying has proven to be the most suitable process but is also acknowledged as an energy intensive process where a considerable amount of heat is disposed off into the environment in the form of warm and moist exhaust air. There is however techniques that can be applied to minimise the energy cost per unit weight output of product.
These include:
- Minimizing the water content of the feed stock prior to spray drying
- Maximising the temperature drop of the drying air, i.e. between the maximum inlet and minimum outlet temperature (Tin - Tout).
- Multi stage drying
- Utilising the heat in the exhaust air to pre-heat the incoming drying air
- Utilizing surplus of heat from other unit operations
- Reducing radiation and convection heat loss by means of thermal insulation
- Efficient atomisation and dispersion of product in the drying air.
Water content
The most efficient way to save energy is to minimise the water content of the concentrate feed prior to spray drying by pre-treatment with other techniques like mechanical separation and/or evaporation. Mechanical separation processes like filtration are far more energy efficient than thermal processes. When mechanical separation is not possible, evaporation should be considered which provides a by far more efficient process than spray drying. Falling film evaporators are known to be over ten to thirty times more efficient than spray dryers. Often the limiting factor for removal of water in a falling film evaporator is the viscosity of the concentrate,
Drying air temperature profile
In falling film evaporators the latent heat of the evaporated water is reused in the downstream effects that operate at a lower pressure and temperature. The vapour contained in the air from a spray dryer is not easily recovered apart from some preheating applications that reduce the thermal potential. Therefore, it is important to minimize the volume of drying air used to transport the heat and carry over the vapour that is generated. If large quantities of air exit the dryer, an equally amount of heat is lost. The higher the inlet air temperature, the lower the amount of air required, and the higher the efficiency of the dryer. There is however temperature limitations associated with the product which limits both the inlet and outlet gas temperature. Often the inlet and outlet temperatures are dictated by the composition of the product and thermoplastic behaviour thereof. Table 17.6 shows the energy efficiency of two products dried under different conditions.
Multi stage drying
Two or three stage dryers allow the powder to leave the drying chamber at higher residual moisture content thus at a lower outlet air temperature. This in turn improves the energy efficiency as the difference between the inlet and outlet temperature is higher resulting in enhanced efficiency. Table 17.6 shows an example of the dryer efficiency of a single and multi stage dried product.
Drying efficiency
| Baby food | Whole milk | ||
|---|---|---|---|
| Capacity | kg/h | 1,000 | 1,000 |
| Ambient temperature | °C | 20 | 20 |
| Main inlet air temperature | °C | 190 | 190 |
| Main outlet air temperature | °C | 95 | 75 |
| Chamber efficiency | - | 56 % | 68 % |
| Fluidbed inlet air temperature | °C | 56 | 78 |
| Fluidbed outlet air temperature | °C | 60 | 60 |
| Total steam consumption | kg/h | 1,726 | 1,377 |
| Steam consumption per kg product | kg/kg | 1.73 | 1.38 |
Heat recuperation
A liquid is heated in a specially designed heat exchanger installed in the exhaust air duct. The liquid is pumped to a pre-heater placed in the inlet air duct where the otherwise wasted energy is utilized for pre-heating the inlet air to the plant. Energy can also be saved at various points throughout the production process. For example, hot condensate from the evaporator can be cooled in the pre-heater of the spray dryer. Heat exchangers can also take advantage of high-temperature combustion gas from a gas or oil heater, to pre-heat the air intake to the spray dryer enabling the main heater to operate with lower energy consumption.
The exhaust air that leaves the spray dryer in many cases still contains enough residual energy that can be recovered and used as an energy source elsewhere in a dryer plant. The heat contained in the exhaust air is usually recovered by means of a heat recuperator which enables the transfer of heat from the exhaust air for pre-heating of the incoming drying air or for instance heating of water for cleaning.
In principle two different types of recuperating systems are available, viz:
- Air-to-air
- Air-Liquid-air
Both systems are installed after the bag-filter to minimise the formation of deposits on surface of the heat exchanger. However, some particles will always be contained in the exhaust air after a bag filter which may adhere to the surface of heat exchangers. For this reason the recuperator shall be CIPable.
In an air to liquid recuperator a liquid is heated in a heat exchanger installed in the exhaust air duct. The liquid is pumped and circulated through a pre-heater placed in the inlet air duct where the energy is utilized for pre-heating the dryer inlet air.
Whether heat recuperation is economically attractive depends on the amount of residual energy in the exhaust air. This is often dictated by the type of product that is dried. Products with a high thermo-plasticity need to be dried at a relatively high outlet air temperature. Baby food products for instance are dried at an outlet air temperature of 90-95 °C making the investment in a heat recuperator economically feasible. Recuperation can save up to 20 % of the dryer's energy consumption.
Packing milk powder
The types and sizes of packages vary from one country to another. The powder is often packed in paper bags with an inner bag made of polyethylene. This polyethylene bag is welded, and so this package is relatively impervious to oxygen and steam. The most common bag sizes are 15 and 25 kg, although other sizes are also used. Milk powder for households and similar small-scale consumers is packed in tin cans, laminated bags or plastic bags which, in turn, are packed in cartons.
Changes in milk powder during storage
Skim milk powder has a maximum shelf life of about three years, while whole milk powder has a maximum shelf life of six months. This is because the fat in the powder oxidises during storage, with consequent deterioration in flavour. However, the shelf life can be extended by using appropriate packaging technology, i.e. packing the powder under an inert gas such as N2. Milk powder should be stored in a cool, dry place. All chemical reactions in milk powder, at room temperature and with low water content, take place so slowly that the nutritive value is not affected, even after several years of storage.
Dissolving milk powder
One part of a spray-dried milk powder is mixed with about ten parts of water at a temperature of 30 – 50 °C and stirred. The dissolving time can take from a few seconds to a few minutes.
If instant powder is used, the required quantity of water is poured into a tank and the powder is then added. The powder dissolves after very brief stirring, even if the water is cold. The milk is then immediately ready for use. The water quality is very important for dissolving. It must be noted that during drying, including the first concentration phase (evaporation), pure (distilled) water has been evaporated off from the milk. Read more about water quality in Chapter 18, Recombined milk products.